by ANDREW H. PERSOON [Technical Director, Magnetic Products Div., 3M Company.]
HEART OF SPLICING evolved very shortly after the first piece of recording tape broke. While seemingly unimportant, quite a bit goes into achieving the "ideal splice"--enough to assure cleaner recordings and better-functioning equipment when properly done.
A proper splice is one that will remain intact for an indefinite period of time. It must be mechanically strong, have a minimum of "adhesive escape" around the edges of the splice, and must in itself produce no audible disturbances.
While all these considerations are quite familiar to recordists, there are considerations from a manufacturing standpoint as well as some fundamental procedures which lead to correct splicing.
Tape Construction
Any pressure-sensitive tape takes two components into consideration in its design: Backing and adhesive coating.
While there are many types of adhesive tape on the market, only one set of combinations is truly suitable for the splicing of magnetic recording tape.
The backing for a splicing tape has to be tough and durable while being as thin as possible. Paper is not suitable, so plastic is used instead. Both acetate and polyester backings are currently being produced for splicing tapes.
The adhesive presents other design problems. Three basic adhesive qualities must be considered: (1) Shear adhesion, (2) peel back or ASTM adhesion, and (3) wet grab.
Shear adhesion is the resistance of an adhesive to being parted from its adhered surface by a full force in what is called the shear direction. (Fig. 1). Peel-back (ASTM adhesion), is a measure of the adhesive's resistance to being peeled away from the surface to which it is adhered. (Fig. 2) . "Wet grab" is an elusive quality. It is more popularly referred to as "thumb appeal" or "quick stick." It is the quality of an adhesive to feel sticky. Oddly enough, it is not an important quality as far as the actual strength of the bond is concerned, but it is a quality readily noticeable by the user. Completely untrue is the statement that the stickier the tape feels, the better the splice.
A tape with high "wet grab" might improve peel back adhesion, but this apparent advantage may result in damage to the equipment and recording tape.
First of all, a sticky adhesive creates a bond on recording tape that produces excess "ooze" which may actually bond one layer of tape to another within the tape reel. The more pressure exerted on the splice, the more probable "ooze." The result might be the complete removal of oxide on the layer of tape above the splice on the reel, or worse, complete blocking of the reel.
Secondly, an increase in "wet grab" decreases shear strength. If this is reduced, the tightly butted ends of the recording tape-essential for an inaudible splice-could "creep," and may leave adhesive on the recorder's heads and tape guides-in addition to the problems already mentioned.
A properly designed splicing tape, then, does not feel "sticky" by intentional design-yet will produce a strong bond.
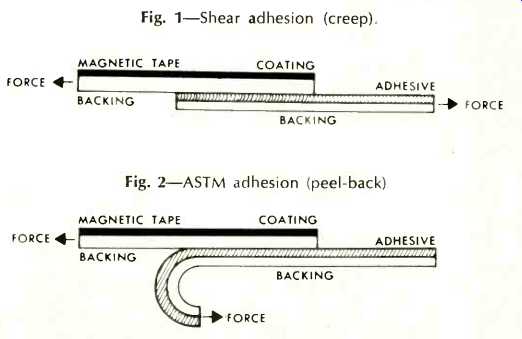
Fig. 1--Shear adhesion (creep).
Fig. 2--ASTM adhesion (peel-back)
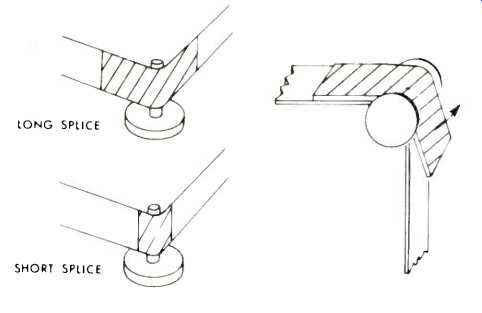
Fig. 3--Splice length and bend radius.
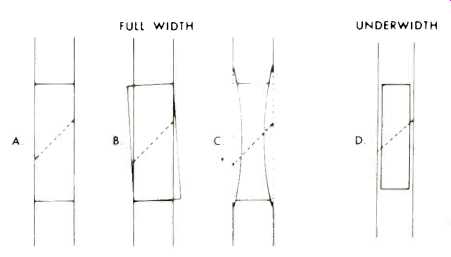
Fig. 4--Splicing widths: (A), full-width, properly done; (B), full width,
carelessly trimmed; (C), full-width, with an arc cut in the sides; and (D),
under-width splice.
Splice Geometry
There are several variations in splice geometry, the right one depending on the conditions of use. Necessarily these considerations include the size of the spliced area and the angle at which tape ends meet each other.
The length of a splice depends on the amount of curvature it will have to sustain in its path from reel to reel, (Fig. 3 ). As a recording tape passes around the curved surface of a guide, as is shown at (A), there is a tendency for the leading edge of the splicing tape to continue in its original direction, as at (B) . In effect, it is attempting to peel itself away from the recording tape, and is an example of one design parameter: Peelback (ASTM) adhesion. Here, the length of the splice has no effect on the tendency to peel, but is important for another reason.
A short splice, as at (C) Fig. 3 may tend to loosen if subjected to a tight bend because the area of peel may extend far enough into the tape's bond to free one end of the recording tape.
A longer splice solves this problem extending beyond the splice junction. Even if the splicing tape tends to peel at a guide, the junction remains undisturbed. Once the tape is wound again on a reel, pressure from succeeding wraps of recording tape secure the splice firmly by pressure.
Generally, this rule of thumb evolves: The smaller the radius of the bend expected, the longer the splice.
As we have mentioned, the tendency to "creep" is dependent on the shear strength of the splicing tape adhesive. The force that opposes this shear strength is, of course, the amount of tension the tape encounters on the transport and while wound on a reel during storage, (shear strength is constant for a given splicing tape). If subjected to a constant tension-for example a properly adjusted transport-the variable affecting "creep" is the area of the bond. The larger this area, the better the "creep" resistance.
Carrying this thought further, a splicing tape with a poor adhesive shear strength could be used if the area of the splice were increased. Limited by the width of recording tapes--1/4-inch--the area could only be increased by additional length. A spliced bond of two or three feet would increase shear strength, but realistically would be impossible to execute mechanically. Since program material exhibits a drop in level of 2 to 4 dB in the area of the bond; the shorter the splice, the less disturbance during playback, a fact supporting the need for a splicing tape with high adhesive shear strength.
Splicing Tape Width
Should the splicing tape be the same or narrower in width than the recording tape? Several considerations affect this decision.
When using a full-width splicing tape, care must be taken not to overlap the edges of the recording tape being spliced.
Adhesive may adhere to adjacent tape layers causing problems similar to those encountered with ooze. While splicing jigs are available which cut an arc into each side of the splice--to eliminate overhang-the possibility of adhesive "ooze" remains.
A narrow-width splicing tape offers a number of advantages with no apparent disadvantages: (1) , Overlap is eliminated completely; (2), A simple splicing jig may be used, eliminating undercutting; and (3), Overall bond area is not materially affected. (Figure 5 shows four examples of full- and under-width splices)
Splice Angles
Ideally, a recording tape to be spliced will be cleanly cut at an angle of 45 to 60°-measured with respect to the tape edge. As the angle increases above 60° toward the perpendicular, the amount of electrical disturbance is increased because the recorder head sees the discontinuity as an abrupt change-producing an annoying pop or click.
A shallower angle produces less disturbance, but as the angle is decreased below 45°, the pointed corners of the recording tape become extremely vulnerable to being peeled back or actually de-bonding.
Commercial jigs are available which produce the ideal 45° splice angle as well as affording a means for an even, clean tape cut.
Tape Handling
Cleanliness is probably the most important consideration in making a good splice. Hands especially should be free from oil or dirt as a single oily fingerprint can reduce output several dB. Also, contamination of the backing or adhesive can reduce the strength of the board-possibly inducing bond failure. The cut itself must be executed cleanly using a sharp demagnetized razor blade. When handling the pressure-sensitive splicing tape, care should be taken not to touch the adhesive more than necessary. After carefully aligning and splicing the tape, all air pockets should he removed with the fingernail to promote a secure bond.
(adapted from Audio magazine, Jan. 1970)
Also see:
TAPE RECORDERS--A View From The Crystal Ball (Apr. 1972)
= = = =