By Joseph Kempler [ Manager, Marketing Technical Services, Capitol Magnetics, Los Angeles, Calif.]
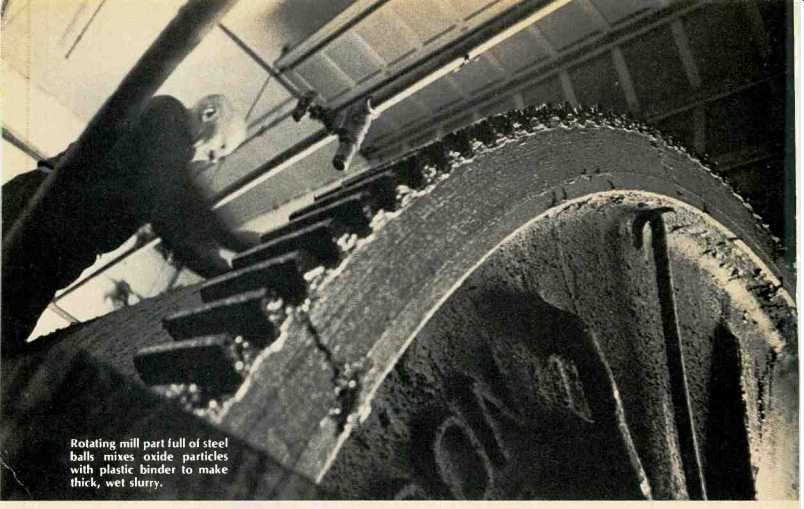
above: Rotating mill part full of steel balls mixes oxide particles with
plastic binder to make thick, wet slurry.
CREDIT FOR the current high standards of tape recording should be shared by the tape recording equipment manufacturers and by the blank tape manufacturers, for while the equipment maker has contributed major improvements in his machines' heads, electronics, and transports, the tape manufacturer has produced higher energy tapes with precision construction through improved manufacturing technique. To help the reader understand the tape makers' role, this article offers relatively simple descriptions of most of the processes we use to make premium quality tapes designed to meet the widest variety of consumer and equipment requirements.
While today's magnetic tape is produced for a great number of specific needs, this discussion will be confined to the manufacture of audio tapes for the consumer.
Magnetic tape is produced by a continuous manufacturing process in which rather few basic ingredients are transformed into a recording tape with precisely defined performance properties. Each step in the chain-like process is critical, however, and is dependent on the previous step.
Nothing can be permitted to go wrong at any point in the process, or the entire batch of tape may be out of specification with little, if any, opportunity for correction. This means that strict controls must be maintained during the entire process, for any testing which is done on the finished product is at best a confirmation that everything went well.
Raw Materials
Four basic raw materials are used in the production of tape: magnetic oxides, binder components, solvents, and the base film.
Magnetic Oxide. The most common and still the most popular magnetic material for tape is iron oxide, used exclusively for all open-reel tapes, 8-track cartridges, and a vast majority of cassettes. Although chromium dioxide enjoyed an upsurge for a while in cassettes, its popularity appears to be on a plateau. One of the reasons is that new iron oxides and novel methods of processing have made possible new iron oxide cassettes which are in many respects indistinguishable from chromium dioxide and yet are less expensive and have other desirable features. Chromium dioxide, of course, really has been instrumental in bringing the art of cassette recording to present day standards.
This article will concentrate then, on the manufacture of single-coating, iron oxide tape.
When the magnetic oxides first arrive at our manufacturing facility, they are subjected to thorough testing. Using electron microscopes, quality control inspectors check particle size and distribution. Particles vary between five and 25 millionths of an inch in length and have a needle-like shape because the length of each particle is about five to 20 times its diameter. Particle size must be checked because different sizes are used for different products; the smaller the particle, the lower the bias, a situation which contributes to audible hiss.
The inspectors also look for "cleanliness" of particles. "Unclean" particles have arm-like branches and tiny cavities which result in lower tape quality. All material not passing inspection standards is returned to the manufacturer.
The iron oxide is also examined for its magnetic properties. Probably the most important parameter subject to intentionally large variation is the coercive force, which is the magnetizing force necessary to reduce the residual magnetism to zero. Oxide which has a high coercive force will require higher bias and record levels than a lower coercive force material. It will also require a higher erase current for the same amount of erasure. The lower recording efficiency of such a material is compensated for by its greater resistance to demagnetization, which helps strengthen the demagnetization-prone high frequencies. As a result, high coercivity tapes usually have better high-frequency sensitivity and overload properties than low coercivity materials.
Coercive force and other magnetic properties, such as remanent and saturation magnetization which determine the material's potential storage capabilities, are measured with various instruments such as vibrating sample magnetometers and hysteresis loop tracers.
While still in their powder form, the magnetic materials are also subjected to a variety of chemical and physical tests to determine ease of dispersion, acidity, impurity level, and similar variables which affect the subsequent manufacturing processes and the tape quality.
Binder. The binder consists of one or more plastic resins which determine the physical properties of the tape coating and, to some extent, recording properties. Its purpose is to bind all the oxide particles together into a strong but flexible coating and to provide a permanent bond between the coating and the film base.
Depending on the application, a number of additives may be used in the binder to modify certain properties: plasticizers can be used to make the coating more flexible, lubricants to reduce friction and wear, conductive agents to reduce static charges. Wetting agents, stabilizers, and fungicides may also be added.
The binder resins and the additives are quality inspected in the raw material form with infra-red spectrometers which accurately analyze each ingredient for its composition and freedom from impurities.
Solvents. The purpose of the solvents is to completely dissolve the binder resins, producing a liquid dispersion suitable for coating on the polyester film base. The solvent serves as a temporary vehicle to make the dispersion and coating possible. After this is done, the solvent is evaporated entirely out of the coating.
Incoming inspection for solvents includes checks for contaminants, boiling points, and solubility; gas chromatographs and similar devices are used.
Base. Polyester film is the most widely used base for magnetic tapes today because of its superior strength, stable dimensions (even when exposed to extreme climatic conditions), and its resistance to attack by chemicals which destroy other plastics.
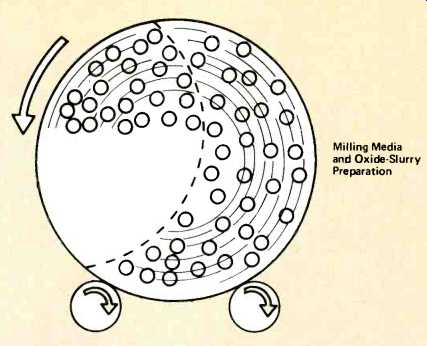
Milling Media and Oxide-Slurry Preparation: MILLING ACTION DURING
MILLING CYCLE
Polyester film is available in a number of thicknesses, each designed for a specific type of tape product. For instance, 1 mil and 1.5 mil thick polyester is used exclusively tor open reel tapes. The new standard thickness for 8-track cartridges is 0.75 mil. Cassette tapes are 0.5, 0.3, and 0.25 mil thickness for 60-, 90-, and 120-minute lengths, respectively.
Because of the extreme thinness of film used in cassettes, the polyester for this application is tensilized. This is a special pre-stretching process performed by the film manufacturer which increases the tensile strength nearly two times.
Base film is also subjected to a large assortment of quality control measures before manufacture ever starts. It is tested for strength, thickness, smoothness, cleanliness, freedom from wrinkles and physical stresses.
Manufacturing Process
Once all the inspection and quality control tests are completed, the raw materials are cleared for production.
Milling. The first step in the manufacturing process for recording tape is the blending and mixing of all the formulation ingredients. We do this in a ball mill, a large rotating drum partially filled with steel balls. When the drum is set into motion, the balls cascade through the mixture, called slurry, and create the type of agitation and blending action necessary to produce the desired dispersion.
The ultimate purpose of milling is to produce a dispersion where each oxide particle is coated with a thin layer of binder and separated from all other oxide particles. In spite of the massive nature of this operation, it is indeed a delicate and precise process. Insufficient milling, for instance, results in an incomplete dispersion where large groups of iron oxide particles are clustered together, causing undesirable magnetic interactions. These interactions manifest themselves as increased hiss level, lower output, variations in uniformity, dropouts, and even local weak spots in the coating, which can eventually cause shedding, wear, and additional dropouts. Excessive milling can be just as harmful and may show up as a loss of high-frequency response, increase in layer-to-layer signal transfer (print through), and, depending on the formulation, may also cause a weakening of the entire coating.
Tapes have been greatly improved in recent years by progress in milling technology. Current methods of dispersion have resulted in reduced interaction losses and permitted a substantial increase in coating density without weakening either the physical or the electrical properties.
Coating. Once the slurry has reached its optimum dispersion level, it is brought to the coating machine to be joined with base film.
[…] coating. The drying tunnels are divided into a number of zones with individual means of adjusting the drying state by controlling air temperature, velocity, and volume. A drying rate which is too fast or too hot can cause some of the solvents to evaporate or boil off too rapidly, producing tiny pinholes and craters in the coating, which in turn will cause dropouts or noise pops. On the other hand, if the drying cycle is too slow or incomplete, the tape may be tacky and stick to itself, or even worse, may cause build-up on the recording heads and produce severe losses of output.
Surface Polishing. Before the tape leaves the coater, it is squeezed between two or more very highly polished rollers under great pressure and high temperature. This process uses the super-smooth finish of the calendering rolls to create a nearly glasslike surface on the tape which has an average finish depth of only a few microinches.
Not all audio tapes require the same degree of polish. The finest polish is usually reserved for premium cassette tapes in order to improve output at high frequencies, since for best high-frequency response, the tape must maintain intimate contact with the record and play heads. Even the slightest spacing between the head and the tape will introduce severe losses. For instance, a 10-kHz signal recorded on a cassette at 1 1/4 ips will suffer a combined record and playback loss of about 6 dB if there is only a ten micro-inch spacing between the tape and the heads. This type of separation can easily result from an unpolished surface since any roughness, even sub-microscopic in size, causes only the high points on a tape surface to come into contact with the heads. This also illustrates the need for cleaning and maintaining the heads of the recorder.
Slitting. When all operations performed on the coating machines are completed, the tape is wound onto large cores. These enormous rolls are then transported to another section of the plant where they are slit into hundreds of reels of tape in a single operation utilizing rotary blades. Slitting is done at very high speeds but under stringent control so that the film is cut in a perfectly straight line.
Consumer sound recording tape is slit to either of two widths. All open reels and lubricated tapes for 8-track cartridges are slit to a width of 0.246 inches ±2 mils. Cassette tape is slit to 0.149 inches +1 mil.
Good guiding and trouble-free operation on the recorder is to a large extent dependent on the accuracy of slitting.
For instance, width tolerances must be accurately maintained. Clearly, a tape which is too wide will stick in the guides or become damaged at the edges if forced to run under these conditions. Loss of output and dropouts on the edge track will very likely result as well. A tape which is too narrow may mis-track and cause output variations in edge channels and, in some cases, cause crosstalk.
Even if the tape is slit to the right width, but not guided through the slitting knives in a straight line, the tape will be skewed or "snaky." Snakiness of this type will produce large variations in the high frequency signal because the tape is moving past the head with a constantly varying angle with respect to the head gap, changing the azimuth correspondingly.
After the tape is slit, the individual pieces are usually wiped on both sides to clean off any loose debris generated during slitting. It should be pointed out that a slight amount of oxide deposit on the heads or on the pinch roller is not abnormal however. Some dirt accumulation must be expected because no matter how cleanly the edges are slit, they can never be as smooth and as free of debris as the surface. Also, as the tape edges rub against the guides, heads, and reel flanges, a slight edge polishing takes place, causing new debris accumulation, which is then deposited on the heads or pinch rollers. This is one of the many reasons why regular cleaning and maintenance of the recorder is necessary.
On the take-up side of the slitting machine, the slit and cleaned tape is wound onto the various reels. Most 7 1/2-in. open-reel tape for home recording is wound directly onto plastic reels. Tape for 10 1/2-in. reels, however, is normally wound on plastic or aluminum NAB hubs, with the metal flanges attached later.
Lubricated tape for 8-track cartridges is wound on large, 14-in. diameter pancakes, which hold 8,400 or more feet.
These pancakes, without flanges, are then transferred to the cartridge assembly department where they are loaded into 8-track plastic housing. The same pancakes, incidentally, are also shipped to music duplicators throughout the world who record music on them at 120 inches per second, then load them into cartridges, and make them available as prerecorded 8-tracks.
Cassette tape used for loading into blank cassettes must be specially prepared before shipping to arrange for the provision of leaders. To accomplish leadering in an efficient way, the jumbo rolls of cassette tape are rewound, and at specific intervals of length, a section of full-width leader material is spliced in. The intervals depend on the desired length of tape in the cassette to be manufactured. For instance, if 60-minute cassettes are to be manufactured, the leader is spliced in every 282 ft.; for 90-minute cassettes, the length becomes 422 ft., and so on.
Final Assembly
Once slitting is completed, final assembly can begin. For each format the process is different.
Open Reel. Since reel tape is already on hubs, it is nearly ready for shipping. First it is visually inspected, and then bulk-erased to bring the noise level down to the virgin state.
8-Track Cartridge Assembly. Since the 8-track cartridge is designed to operate continuously in one direction, without rewinding, the cartridge has no reels and the tape is wound on a platform in a closed loop, with no ends. In operation, the tape feeds from the inside of the pack, driven in clockwise direction by the built-in pinch roller and the recorder's capstan, and travels past the various guides, the heads, the pinch roller, and back onto the outside of the tape pack.
Because pack diameters differ between take-off and takeup points, all tape layers within the pack of a cartridge must continuously slide on each other to adjust the running tension and also to provide wow-free, flutter-free motion. A good cartridge should run for hundreds of hours with no increase in tension or motion disturbance. To accomplish this, we employ a special lubricated coating on the back of the tape which substantially reduces friction and extends cartridge life.
This lubricant must also run cleanly. Any dirt deposited on the heads causes severe high frequency losses. It must not cake up on the pinch roller either, since this produces slippage, wow, and speed changes. Finally, the lubricant must not transfer to the oxide side of the tape, or it would cause dropouts.
The assembly of 8-track cartridges begins by unwinding a precise length of tape from the 14-in. pancake directly onto the cartridge platform. The platform and various components of the cartridge including the pressure pad and pinch rollers are then assembled into the base and the cover is snapped into place. The two ends of the tape hanging out from the cartridge opening are cut to a specific length to form a "drop loop." These ends are then spliced together on the oxide side using a metallic splicing tape, the track switching foil, which is designed to automatically switch between the four pairs of stereo programs recorded in the 8 track cartridge. All recorders and players for 8-track are equipped with a head that moves up and down in response to the switching action. Many users record right over the splice since the interruption in sound lasts less than half a second.
Cassette Assembly. In the assembly of cassettes, the pre-leadered tape on the large reels is transferred to the cassette hub. The leader is securely fastened to one hub and the tape is wound on the hub until the following leader appears. This leader is cut and the end fastened securely to the other hub.
The two hubs are then inserted into the cassette half, along with other components, such as anti-friction liners, rollers, shield, and pressure pad. The cover is put on next and is screwed or welded together to form the finished cassette.
The labels are attached last and the cassettes are packaged into the various type of boxes.
Final Testing
In addition to important process control tests performed during manufacturing, quality-assurance tests are performed on the finished product to check the product for conformance to specifications. All tapes undergo this testing, including tape which will be loaded into cartridges and cassettes.
The three kinds of tests conducted are physical tests, to measure such parameters as width, thickness, density, tensile strength, friction, scratch resistance, surface smoothness, head abrasion, and temperature and humidity stability; magnetic tests, to check coercive force, residual flux (remanence), residual flux density (retentivity), and the squareness of the hysteresis loop; and recording performance tests, to check frequency response at various speeds, distortion, uniformity, noise, dropouts, print-through, and even the compatibility of the tape with various recorders and their specific bias settings.
While physical and magnetic tests are standardized and do not vary with the application, recording performance tests are always geared to the particular use for which the tape is intended. Recording equipment used for performance tests consists of professional recorders equipped with heads and adjustments typical of home use conditions. In addition, some tests are performed on a large variety of different home recorders to see how the tapes will behave under somewhat less than ideal laboratory conditions.
Besides tests which are done on the tapes themselves prior to assembly, finished blank cartridges and cassettes are also subjected to complete quality assurance testing. Eight track cartridges, for example, are tested for wow, flutter, and tension using new blank cartridges as well as ones hundreds of hours old. The tests are done under ambient conditions as well as the extreme temperature-humidity conditions which will be encountered in cars, boats, and other situations where cartridges are commonly used. Since 8-track players are often given little preventive maintenance by their owners, primarily because cartridge players are used principally away from home, particular attention is paid to accurate and trouble-free operation under unfavorable conditions of use and maintenance.
Cassettes, too, are checked for wow and flutter, torque requirements, smoothness of motion, and life. They are also checked for recording performance in the cassette since this cannot be accurately determined by pre-testing because the cassette plastic housing serves as the alignment surface in the machine and thus, at least partly, determines the azimuth adjustment between the head and the tape. A good cassette housing is made with precision molds from stable, warp-resistant plastics, and is assembled with great care to maintain the alignment of which the plastic parts are capable. Response tests measuring the effects of plastics are performed on the number of cassette recorders ranging from the simplest decks to the most elaborate three-head machines.
By now, most of you have probably concluded that a lot of effort goes into production of quality magnetic tape. Indeed, it takes a keen attention to manufacturing controls, a great deal of experience, and extensive quality control testing to produce this miraculous recording medium.
(Source: Audio magazine, Apr. 1975)
Also see: A History of Home Recording (Apr. 1975)
"I See What You Mean!" How the Westrex 45/45 System Was Adopted by the Record Makers (Mar. 1975)
= = = =