by Gary Stock
Our special thanks to: Audio-Technica U.S. Inc., Fairlawn, Ohio KM Records, Burbank, Calif., Sheffield Lab, Santa Barbara, Calif., Sound 80, Minneapolis, Minn., and Stanton Magnetics, Plainview, N.Y. for their assistance.
Like a thousand other things in our daily lives from shoelaces to beefsteaks to automobiles the phonograph record appears on store shelves with nary a clue as to where it came from or how it came to be made. Indeed, a visit to a fabric mill, a slaughterhouse, or an auto assembly plant often changes one's perspective on the object in question dramatically. Almost everything we use in the course of our lives turns out to be complex, difficult, and exacting to make.
To extend one's appreciation of this, you might visit in turn a recording studio, a disc-mastering facility, and a record pressing plant, just to see the incredible chain of steps that separates the performer's voice in the studio from the sonic replica in your living room. So that you may see these steps, we've assembled just such a tour on the following pages.
Right this way please ....
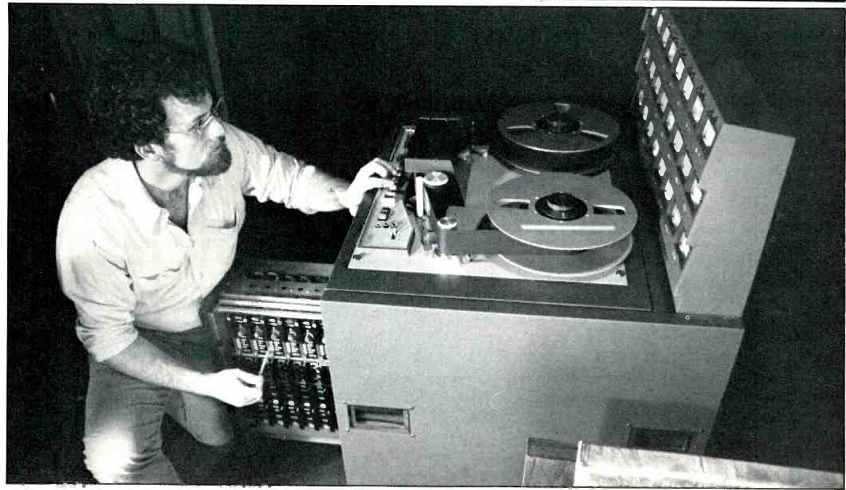
1. The record-making process begins in the recording studio, with
the near-continuous process of equipment maintenance and calibration. Basic
recorder-maintenance procedures are often performed on a daily basis in
busy studios. Here a technician uses a calibration tape to check and readjust
an MCI Model JH-114 24-channel recorder.
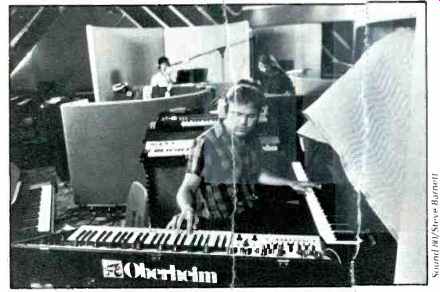
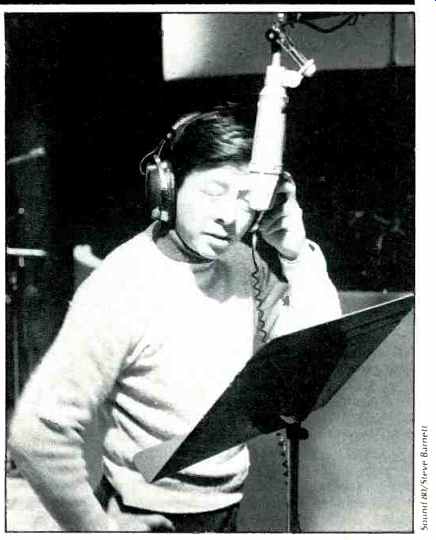
2A & 2B. The musical elements of a record begin to come together when
the musicians "lay
down" the individual tracks which make up the multi-channel tape, either
simultaneously as shown here where three members of a jazz group are
recording, or individually as with t he vocalist who often adds his material
later. Note the acoustical isolation of each performer in the jazz group.
Each mike thereby picks up only the sound of once instrument, permitting later manipulation of the balance between instruments. The performers hear one (mother through headphones; this signal is usually an entirely separate "mix" of the sound of the individual instruments, which is used solely for monitoring and is not recorded by the multi-channel recorder.
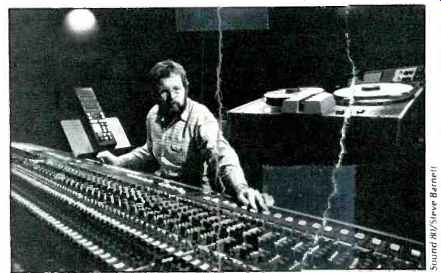
3. The levels and initial equalization of the multi-track tape are
controlled by a recording console, such as this Trident unit, which functions
to pre-amplify, equalize, route, and monitor the level of each individual
track being recorded. The recorder is the 3M Company 32-track digital recorder,
with the remote control for its transport functions on the music stand at
left (shown in Studio 1 at Sound 80, Minneapolis).
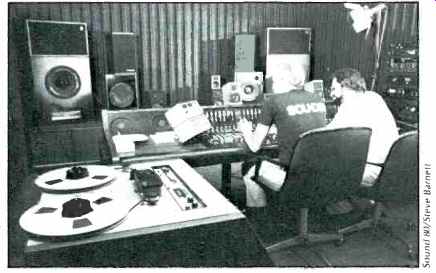
4. The final multi-track tape must be mixed down to a two-channel
master, a process usually performed in a separate mixdown room. It is at
this stage that most of the special-effects devices used to influence the
final sound are put into circuit and where most of the equalization is done.
The monitoring loudspeakers are particularly important since what the engineers
hear strongly influences their changes and the consequent final musical
balance.
Note the wide range of speakers, from mini-speakers to full-sized studio monitors; these are used to determine how the recording will sound on different types of equipment. Since different records will have different target audiences, some will be equalized and modified to be played primarily on low-cost or portable phonograph units, while others are intended for listeners with audiophile-grade equipment.

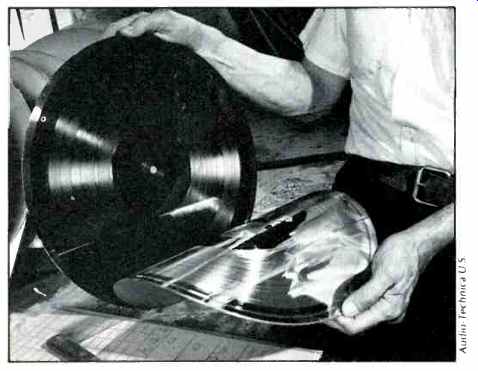
5. The completed two-channel master tape, which now includes all effects and equalization, is taken to a disc mastering facility (some studios have their own) for the disc-cutting operations. Here the blank lacquer on which the disc will be cut is being extracted from its protective packaging. The lacquer is actually an aluminum disc covered with an extremely flat, mirror-smooth coating of lacquer material and is somewhat larger than a finished LP, between 13 1/4 and 14 inches. The outermost segment may be used to set groove depth, check for correct cutting stylus temperature, or other tests before the actual cutting begins, and it will also become the folded rim which holds the stamper in place in the record-pressing machinery.
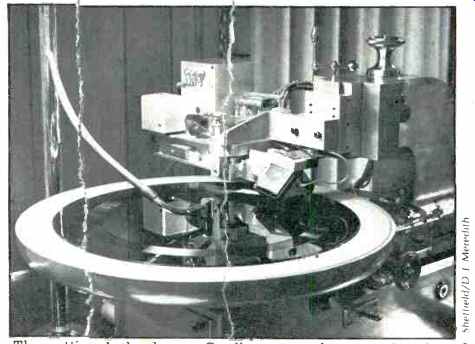
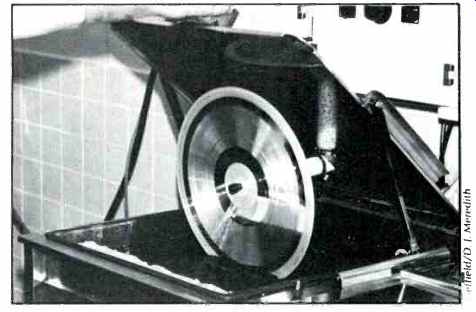
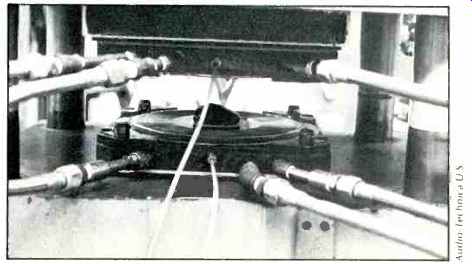
6. The cutting lathe, here a Scully, moves the cutter head, a Neumann SX74 in this case, radially across the surface of the lacquer while cutting. Note the vacuum assembly attached to the lathe at the center of the lacquer disc; this holds the lacquer tightly to the platter surface.
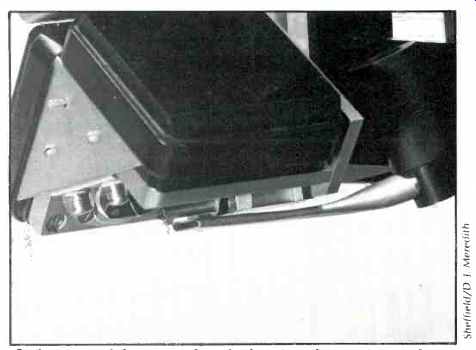
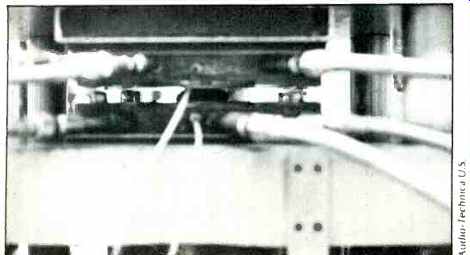
7. A close-up of the cutter head, showing the cutting stylus with the two fine wires leading to the heating element, as well as the nozzle of the vacuum assembly which picks up the fine thread of lacquer created by the groove-cutting process.
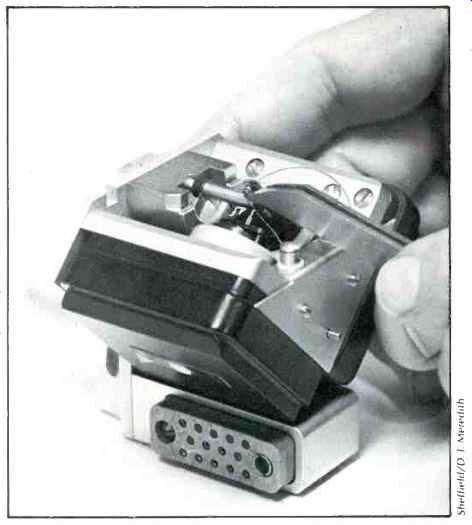
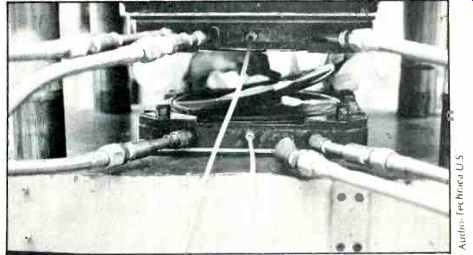
8. The cutting stylus is installed in the cutter head by fastening the rear of the cantilever to the head assembly through a compliant rubbery mounting, much in the fashion of most moving-coil and some moving-iron phono cartridges. The head functions in much the same way as a moving-coil cartridge, but in reverse. Electrical current from the cutting amplifier flows through two coils attached to the stylus at 45-degree angles from the horizontal, and the coils are alternately repelled and attracted by two large magnet structures.
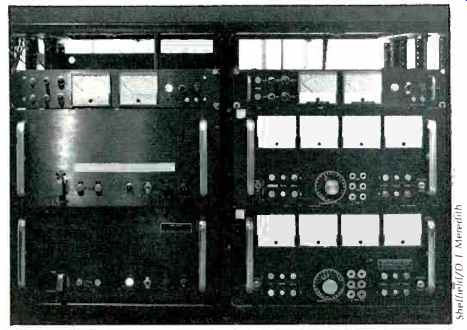
9. The coils in the cutter head are powered by a stereo amplifier similar but not identical to a conventional high power amplifier. Such cutting amps, which typically have about 200 watts per channel output, differ from conventional units in their capability to drive the highly reactive loads presented by the cutter heads. Shown are the cutting amplifiers and associated electronics at Sheffield.
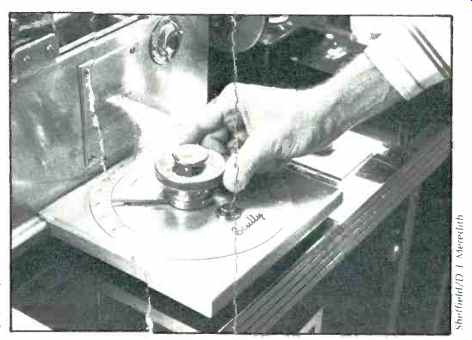
10. During cutting, spacing between adjacent grooves is controlled by one of several means. On a direct-disc record, it must be adjusted by hand, as shown here, since the precise level of signal being cut onto the disc cannot be known beforehand, the cutting engineer must make an educated guess based on his recollection of signal levels during rehearsal, neither allowing adjacent grooves to cut into one another nor spacing them so far apart as to run out of cutting area. Discs cut from tape utilize a preview head which automatically adjusts groove spacing. Advanced versions employ techniques such as "groove nesting," cutting with very small distances between adjacent tracks based on computer analysis of groove modulation.

11. After the finished lacquer is removed from the cutting lathe, the grooves have a tendency to "relax" or change shape slightly for the next few days so that many audiophile-disc manufacturers attempt to plate the lacquer within a few hours of cutting.
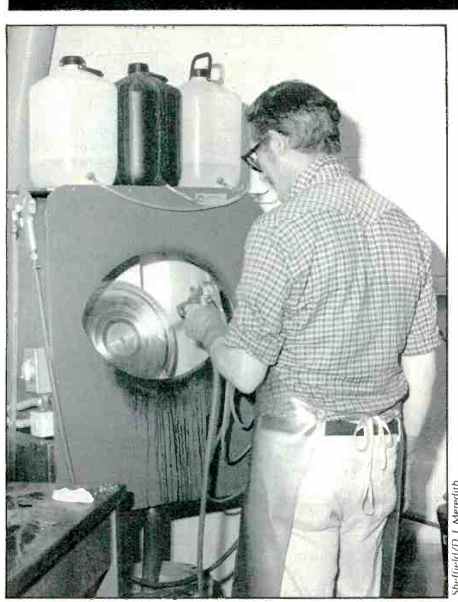
12. The sequence of steps by which the lacquer is converted into metal stampers for the pressing machines is called the "matrix" stage. Here the lacquer is being silvered coated with an extremely thin (about two molecules thick) layer of silver that is formed when three separate solutions are sprayed onto the surface of the lacquer. This silvering renders the lacquer electrically conductive so that it can be electroplated. The purity of the solutions and the skill of the operator doing the spraying strongly influence the sound quality of the final record.
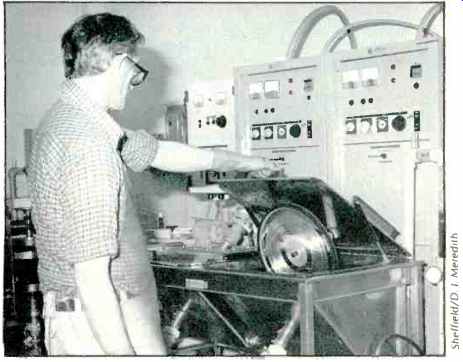
13. The lacquer, now silvered, is put into the "bath," as technicians call the plating facility, where it acquires a heavy coating to nickel. The temperature of the solution, the purity of the water, and the speed with which the operator attempts to plate the disc all contribute to the final sound of the disc because of their effect on the plating process. Note that the lacquer is held on a platter like support and spun while being plated, which prevents uneven build-up of metal on the surface. These plating facilities are made by Europadisk and owned by The Mastering Lab.
14. After plating, the nickel "master" is separated from the lacquer on which it was formed. The master is a negative of the original lacquer, that is each groove on the lacquer has become a ridge on the master.

15. The nickel master is plated again, this time forming a metal "mother," which is a positive, that is each groove on the original lacquer now appears as a groove.
16. The metal mother is in turn plated, producing a second negative copy of the lacquer, which is called the "stamper." It is this copy which forms the molds for the record presses. Note that many copies, depending on the particular stage, can be made of each of the metal stages.
Hit records produced in great volume may be pressed on any one of dozens of different stampers, taken from any one of several different mothers or masters, and with taped recordings, even the lacquer may be replicated.
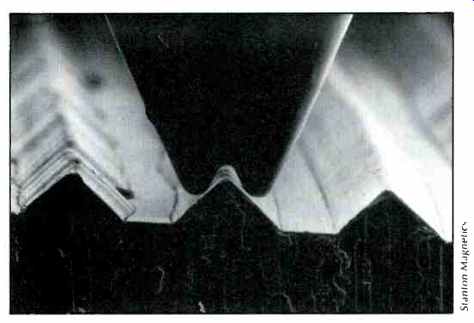
17. While the negative copies of the lacquer cannot be played back using conventional
equipment, both the mother and the lacquer can be, although playing usually
ruins the lacquer. However, to check masters and stampers, a special turntable
which turns in a counterclockwise direction and a notched-tip stylus, such
as this one developed by Stanton, can be used.
18. After the edge of the stamper is crimped, it is mounted in the record pressing equipment by fastening it in place both at its rim, by the crimp, and near its center. A second stamper, which presses the other side of the disc, is installed in the upper mounting place of the press.

19. With a stamper mounted in the press and very carefully aligned with its matching stamper on the upper plate, the record-pressing phase is ready to begin.

20A. On a manually operated press, the operator places the lower paper label on the stamper first, and follows it with a "patty" or "biscuit" of vinyl, which has the consistency of soft putty. The patty is far too hot to handle without gloves, having been heated to about 350 degrees F. The upper label is the third layer of this sandwich. These operations are performed by automatic label and patty arms on an automatic press.
20B. The patty of softened vinyl has been extruded out of another machine, then weighed automatically, and placed in the press. In its original form, record vinyl is either pea-sized pellets of virgin material or reground powder made from scrapped albums and excess plastic material. Rather than being pure polyvinyl chloride, most record vinyls contain lubricants that act as release agents so the finished disc doesn't stick to the mold, as well as an assortment of softer plastics, such as polyvinyl acetate, and stabilizers which keep the combination homogeneous at all temperatures. Another element in most disc vinyls is carbon black, an extremely fine dispersion of carbon particles which colors the material and is claimed by some to aid in heat transfer. A few makers have in recent years converted to the use of dyes to color the vinyl in an effort to reduce surface noise, although, like many points of record technology, the effects are debated by experts.
21. The press descends and compresses the patty to form the record. The press remains closed for a specified time cycle, typically somewhere in the range of 20 to 30 seconds, to assure that the vinyl has filled every part of the stamper completely. Both the temperature of the patty and the cycling time influence the exactness of the groove impression, as well as stresses in the vinyl which show up later as record warps. In the opinion of most experts, longer cycling times and hotter initial patty temperatures usually improve the final sound. Both must be balanced against production volume considerations, since a hot patty and slow cycling time reduce daily output of the press. This is one of the reasons for the higher retail cost of specialty discs.
22. After the press has been cooled by water, the finished disc is removed. At this point it is solid but still somewhat pliable and hence should be cooled while flat. The label has been attached without the use of adhesive, as heat and pressure fuse it to the record surface, while the center hole is formed by one or two center pins, depending on the particular machine. On a manual press, such as this one, trimming of the edge, which is oversized and has a lip of excess vinyl, would be performed on another machine.
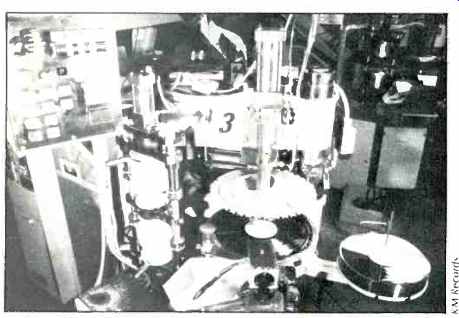
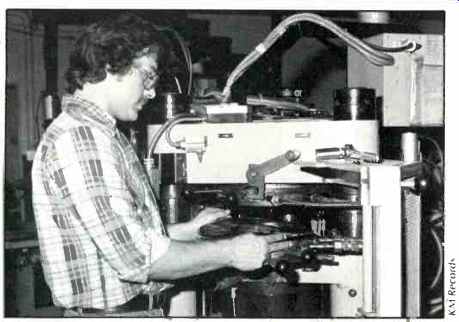
23. A high-volume automatic press, such as this one at KM Records, performs the edge-trimming operation automatically, using the toothed wheel in the center of the photo.

24. The automatic press then stacks the disc on a spindle to cool, while an operator adds a sleeve to separate the discs every dozen records or so. When cool, the discs will be packaged and shipped without any further mechanical steps, save for random inspections.
(Audio magazine, June 1980)
Also see:
In the Groove: Close-Up View of Record Wear (Sept. 1980)