HOW
TO MAKE GOOD RECORDS--The quality problem illumined by a look at manufacturing
processes.
As with almost everything else in this world, the quality of a phonograph disc is intimately related to its cost.
By John Bittner, Jr.
THE phonograph record, when carefully manufactured, surpasses all other popular sound media in terms of dynamic range, frequency response, signal-to-noise ratio, and probably convenience. It is disheartening and ominous, therefore, to note how steadily a ground swell of consumer complaints about noisy, warped, or otherwise defective records has grown over the past several years. To someone familiar with the disc-manufacturing process, the sources of record defects are no mystery at all. In fact, at every stage in the production process there are mishaps just waiting to happen, so that the wonder is not that records are sometimes bad, but that they could ever have been good.
The techniques of record manufacture are virtually the same the world over, so the secret of making good records does not lie in some proprietary trick of production. Instead, it seems to be almost wholly a matter of the amount of care and attention that is devoted to the product in each step of the manufacturing operation--or at least this has been the experience of my company, Wakefield Manufacturing, which specializes in producing high-quality custom records. To illustrate, let us trace from its very beginnings the perilous course every record has to travel in finding its way to the ears of the music-listening public.
The first step in manufacturing a record is the tape-to-disc process, or mastering-the most critical step in the entire manufacturing procedure.
Whatever is cut into the master lacquer will, ideally, be faithfully preserved through the various manufacturing steps all the way down to the last pressing in the production run. The primary responsibility of the mastering engineer is to cut a lacquer that will be free of serious playback difficulties (such as groove skipping and distortion) on existing play back systems, while at the same time preserving the integrity of the musical concept.
Virtually all modern recordings begin life as tapes created in the recording studio or concert hall, so the cutting of the master lacquer is really a re-recording process. In the mastering room, a specially designed tape machine plays the signal from the tape into the disc recorder--a massive mechanism called a cutting lathe--which carves the delicate spiral groove into the surface of the rotating lacquer. The groove is not the smooth inscription it appears to the naked eye to be, for, in engraving it, the cutting head embellishes its walls with microscopic undulations and wiggles-the audio signal in physical form.
In preparing to cut the lacquer, there are certain standards the engineer must follow that deal with the physical characteristics of the finished recording. These include such things as the distances from the center hole to the first and last modulated (signal-carrying) grooves. There are also rules concerning groove geometry and groove spacing to be observed, but perhaps the most critical of all these considerations is the overall signal level at which the disc is to be cut.
The choice of cutting levels ultimately deter mines two important characteristics of the finished recording: the success with which the playback cartridge will be able to track the modulated grooves, and the playing time per record side. In disc cutting, the maximum levels the engineer can permit are limited by the tracking abilities of the playback cartridges that will be used for reproduction. If their capabilities are exceeded by as little as 1 dB, the result could be distortion, severe "break-up" of the sound, or even groove skipping. As today's cutters are able to inscribe levels on the disc that even the best playback cartridges cannot track cleanly, the mastering engineer carefully uses his ears and meters, together with his experience, to decide what the levels should be. At times there is something on the tape- overly bright vocal sibilants, perhaps--that the mastering engineer knows will not play back cleanly. These may cause the cutter to in scribe the groove wall with modulations whose curvatures are actually smaller than the dimensions of the playback stylus. The result will be "s" sounds that spit and splatter upon playback unless the mastering engineer reduces the amount of high-frequency energy in the signal. To do this he can employ a filter, an equalizer, or a high-frequency limiting device that instantaneously reduces the highs if they exceed a certain level.
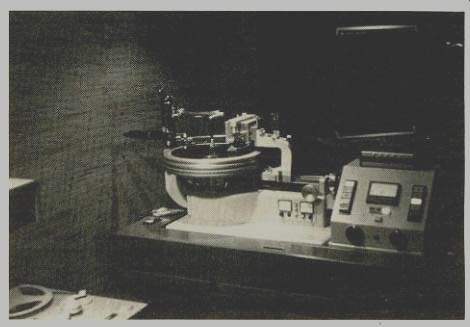
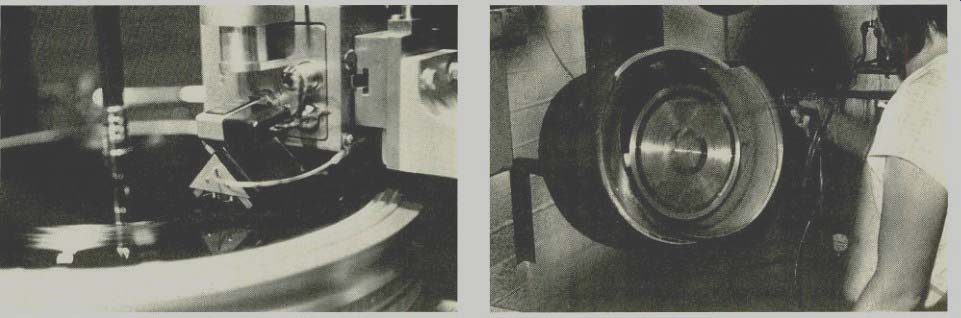
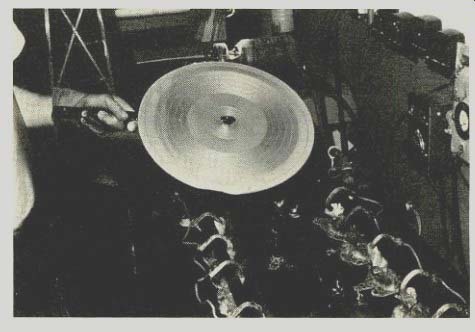
----- The cutting lathe and the heavy carriage that carries the
cutting head inward toward the center of the lacquer blank are shown
in top photo. At above left is a close-up of the head midway through
the cutting of a record side. Before it can be electroplated, the engraved
lacquer must be sprayed (above right) with solutions that deposit a thin
silver coating to make the lacquer electrically conductive.
CUTTING levels also determine the playing time of the record, and the engineer must calculate in advance to be sure his chosen level is such that the entire length of the program will fit on the pre scribed number of record sides. Modulating a record groove with an audio signal causes side-to-side deviations of the groove walls that, in effect, increase groove width. High levels and low notes re quire more groove space (a 30-Hz signal requires a "width" about eight times that of a 15,000-Hz groove cut at the same level). The mastering engineer must therefore allow sufficient space (or "land") between the grooves to prevent them from cutting into one another, which is called "kissing" and causes both groove skipping and sticking. And, of course, the more space between grooves, the fewer the grooves that can be fitted onto a record side and the shorter the playing time of the side.
"Groove echo," another problem that is risked when grooves are too closely spaced, is heard most often right at the start of a record as a ghostly "false opening" that precedes the actual beginning of the music by a little under two seconds. What has happened is that very faint traces of a signal cut into a particular groove have been transferred right through the narrow ridge of "land" between grooves and imprinted on the quiet groove cut just previously.
In order to increase playing times and recording levels and still avoid kissing, echo, and groove-skipping that may result from inadequate groove spacing and depth, a modern lathe determines the groove depth and spacing necessary and automatically varies the "pitch" (the spacing of the grooves) and the depth of cut to suit the requirements of the signal at a given instant. It does this by "previewing" the signal on the tape about one second before the signal is cut. This is accomplished with a separate "advance" playback head mounted on the tape deck some distance ahead of the playback head proper. The previewed audio signal is processed by a computer that is an integral part of the lathe. It extracts the pitch and depth information from the signal and stores it in its memory banks in the form of control voltages until the information is required.
As each previewed section of the signal comes up to be cut, the computer uses its data to adjust the lathe mechanisms for optimum pitch and depth. This permits very precise control of the cutting process, resulting in efficient use of the space on the disc and the avoidance of kissing and vertical "lifts" (that is, inadequate depth of cut, which might at times mean even brief total loss of contact between the cutting stylus and the lacquer surface). Also, the high degree of automation provided by the computerized lathe permits the mastering engineer to devote more of his attention to the aesthetic considerations of the tape-to-disc transfer.
With the preliminaries out of the way, the actual cutting is a fairly straightforward procedure. The lacquer "blank"--a flat aluminum disc with a very even, unblemished lacquer coating-is placed on the lathe, which in a modern facility may be an instrument like the Neumann VMS-70, with an SX-74 cutter having a frequency response of 7 to 25,000 Hz ±3 dB and being driven by two 600-watt amps.
------------
1. CUTTING AESTHETICS
ALTHOUGH the aesthetics of record production is a special subject unto itself, it involves factors that are closely intertwined with the purely technical considerations discussed in this article.
For example, recording levels-maximum, minimum, and average-are apt to be different for different types of music, depending on what the producer thinks is artistically appropriate. Pop music is usually compressed in dynamics, so that the level on the disc is always at an almost unvarying high (but not too high) level. The mastering engineer realizes that this will result in a relatively constant groove pitch over the entire record side, and he plans accordingly.
On the other hand, classical music, with its numerous quiet passages, affords plenty of opportunity to cut grooves that are quite close together.
This results in a saving of space that can be utilized by the louder portions of the material, and classical recordings may therefore tend to have higher recorded levels on long sides at the loudest moments. However, if it is necessary to fit an especially lengthy piece of classical music onto a single record side, it may be necessary to limit the overall levels a bit, provided this is acceptable to the producer. The decision to do so is of course both aesthetic and economic.
Other decisions made immediately prior to cut ting must be worked out jointly by the mastering engineer and the producer. Often the producer will have second thoughts about the sound on his master tape and will ask the mastering engineer to make changes in the tonal and level balances during the transfer. This works the other way around too: the mastering engineer may suggest changes that his experience tells him will result in a better-sounding disc.
----------------------------
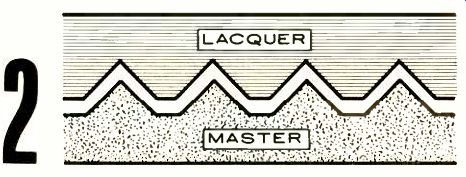
--------- 2. LACQUER
Actual cutting is done by a wedge-shaped stylus of ruby or sapphire, which is heated by a tiny coil of wire around its shank (the heat helps reduce friction between the stylus and the lacquer, resulting in a cleaner cut). After the lacquers--one for each record side--are cut, they are not played, but are carefully inspected microscopically for possible defects.
At this point in the production process any significant fault is usually detected and remedied by re-cutting the master, although masters with excessively high levels--probably destined to cause someone to experience serious cartridge mistracking--do occasionally get through. Most consumer complaints about records, however, are engendered by troubles arising in the later stages of manufacture--the steps leading up to and including the molding or "pressing" of the records themselves.
Although the lacquer closely resembles a finished disc record, it is merely the first in a series of parts that will be used to generate the molds for the final product. By a process known as electroforming, metallic nickel is plated onto the lacquer surface to create a "negative" of the disc (it has tiny ridges in stead of grooves) called the metal master. Then, as a rule, the metal master is plated to obtain the "mother," which in turn is plated to produce the nickel "stamper," the part that actually does the record molding.
Each of these metal parts can usually be plated several times, so that a single lacquer could ultimately generate as many as forty-eight or more stampers. However, for highest quality the number of platings for each part should be kept to a practical minimum. Otherwise, various types of "processing noise" are likely to creep into the final records.
Processing noises generally arise from contamination or improper cleaning of the metal parts somewhere along the line, faulty preparation of the parts for plating, or a too-rapid build-up of nickel during the plating, the last causing stresses in the part being formed. Some of the common audible consequences of this are the swishing or gritty sounds that occur regularly for a number of record revolutions, or simply common pops and ticks.
(In addition, most of these noises can also result from problems during the molding process as well.) However, unless an excessive number of plates have been produced from a single part (too many stampers from a single mother, for example), most processing noise can be avoided by skill in the preparation and plating stages, plus a careful attention to processing cleanliness. Close scrutiny of the operations is particularly important here, since any noise that does intrude will be present on every record produced by the afflicted stamper.
Before a stamper is inserted in the record press to begin its career as a vinyl waffle iron, its back must be sanded lightly to remove any burrs or rough spots, and the surface of the press that will receive it must also be certified clean and smooth. otherwise, any roughnesses existing between the stamper back and its seat in the press may, under the high pressure of the molding operation, print right through the relatively thin stamper and onto the record. The most common form this defect takes is the so-called "mold grain"-- an imprint of rough stamper backs or press dies on the record surface that can actually be seen by the naked eye if the reflection of some object is inspected closely in the ungrooved portion of the record near the center. Severe mold grain plays back as a very nondescript sort of low-frequency noise; it is not usually as low in frequency as rumble.
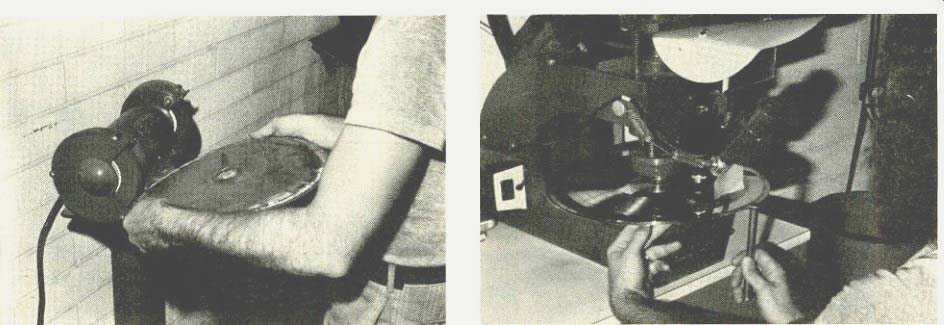
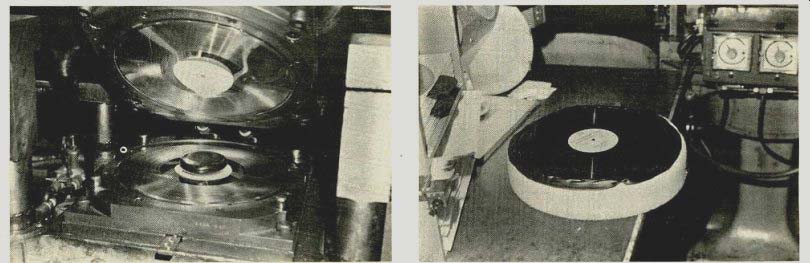
----------- The first electroforming process, the pre-plate (top), builds
up a thin layer of metallic nickel on the lacquer surface. After subsequent
plating operations, the edges of the interfaced metal parts must be ground
away to expose the separation line, as they are here (above left) in
order to make possible the separation of the mother and the master. A special
punch (above right) is used to locate and form the center hole in the stamper.
------------
Also prior to insertion in the press the stamper has its center hole punched (an operation that must be performed accurately or, again, all the records produced by that stamper will have off-center holes) and its edge crimped to form the raised vinyl "bead" running around the circumference of every record. It is this crimping operation, incidentally, that is responsible for the "ocean-roar" sound so often heard when the stylus is lowered to the lead-in groove.
RECORDS are molded through a combination of pressure and steam heat, which is channeled through the dies on which the stampers are mount ed. After a predetermined period of time, water is flushed through the die channels to cool the stamp ers and the record. The press is then opened and the record removed. If the timing of the pressing cycle of heating and cooling is not correct, the record will be noisy. Thus the amount of time devoted to each operation in the cycle is critical to the quality of the final pressing. A common record defect caused by improper cycling is "non-fill"-a failure of the vinyl material to enter and fill every part of the groove detail. This is one of the many possible causes of the pop and tick noises. Non-fill can often be seen under the proper light conditions as little white specks, or as a characteristic cloudy patch on the record surface.
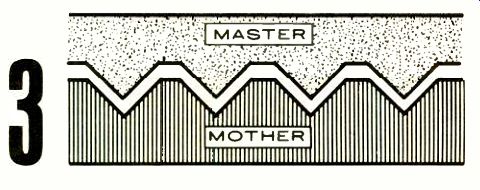
--------- 3. master/mother
The amount of time it takes to produce a quiet pressing depends on numerous factors- even, in some cases, the geographic location of the plant.
But, in general, it is the rule that a longer pressing cycle yields quieter records. However, record manufacturers are quite naturally tempted to hold cycling duration to a minimum, since this saves time and increases the output of the plant proportionately.
But it can also seriously compromise the quality of the finished product if carried to extremes.
Certainly a major obstacle to the production of good records has been the well-publicized vinyl shortage, which has often forced manufacturers to make do with raw materials below their usual stan dard or face being put out of business entirely. Most record producers depend on outside suppliers for their vinyl, which is delivered in the form of small chips of plastic compound preconstituted for the record-making application. For the finest-quality pressings only virgin vinyl should be used. however, it has been common practice in many large pressing plants to recycle vinyl. Defective records from which the centers have been punched out, as well as the excess molding "flash" trimmed from the outer edge of records after pressing, are re ground and mixed in with virgin vinyl.
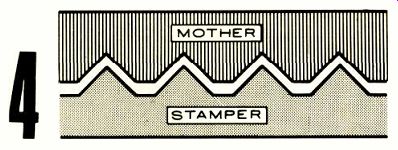
------- 4. MOTHER / STAMPER (diag.)
In the past, this type of material was often used in the manufacture of 45-rpm singles and pop LP's, where quiet surfaces are less critical because of the very restricted dynamic range of the program. Now, owing to the vinyl shortage, manufacturers have been forced to use regrind mixtures more extensively in order to stretch their thin supplies. Another economy is the use of vinyl "extenders." The extenders are non-vinyl materials that have flow qualities similar to those of vinyl, and these are also mixed in with pure vinyl. This permits a smaller amount of vinyl to be used in pressing each record.
Adulterating the vinyl does make it more difficult, but not necessarily impossible, to produce a quiet pressing.
Recently there have been some reports of microscopic bits of paper, metal, dirt, and other debris turning up in pressings. Apparently some manufacturers are not being too fussy about the recycled vinyl they are using. All of these contaminants are of course potential sources of noise. Bits of paper might come from the use of vinyl from the label area if the label has been incompletely removed. Dirt, metal, and other debris are most likely the result of using materials, that have been swept from the floor or have been carelessly handled. Wakefield used no adulterating material whatsoever prior to the vinyl shortages, but like most other plants we are currently doing so on a limited basis. All materials to be recycled are placed in large drums and kept as clean as possible. No floor sweepings or label areas are used, and the ratio of regrind or extender material to pure vinyl is determined on the basis of quality rather than quantity. Following these procedures, we have found that while the use of such materials makes the quality of the pressing a bit less predictable, it does not necessarily result in a poor-quality pressing.
AFTER a few preliminary pressings have been made, checked for quality, and (often) approved by the producer of the record, the press is ready to go into full production, which usually continues until that particular set of stampers has deteriorated be yond use. The working life of a set of stampers depends on many imponderables, and it is not really predictable. Given the quality of the pressings desired, several thousand records might be produced by one set, or only several hundred. In the end, however, the pressure and temperature extremes of the pressing operation take their toll. Dents may mar the stampers, metal fatigue and wear may occur, or pressure may deform the individual metal ridges that mold the vinyl grooves (this is called "crushed groove" or "crushed bottom"), causing a raspy, scratching sound when the record is played. Regular inspection procedures in pressing plants are de signed to detect the onset of stamper fatigue so that the parts can be replaced as soon as is necessary.
When the record comes off the press, the manufacturing process itself is essentially over-and the risks of damage due to contamination or faulty handling begin. The record is still warm and pliant when removed from the press, and care must be taken by the operator not to twist the edge, for this causes so-called "pinch warp" at the record's circumference. A rotary trimmer is used to remove the excess vinyl material from the record's edge, and this too can create ripples in the soft plastic disc they are easily avoided if the record is permitted to cool a bit prior to the trimming operation. "Dish" warping, in which the record assumes a slightly "hub-capped" appearance, can be caused by dimensional errors and uncontrolled stresses during the pressing cycle, but it is more often the result of improper stacking of the records on the spindle that supports them while they cool.
-------------- (photos) The press jaws, with record labels already
in place, are about to close on a biscuit of extruded vinyl to mold a
12-inch disc. The final product, still warm from the press, awaits the
operation that will trim the excess vinyl "flash" from its
perimeter.
Other warps, like the occasional "saddle" warp that permits the record to rock back and forth on its label area when placed on a flat surface, tend to be introduced later on. Even the transparent shrink wrap used to seal the jacket can deform the record if it is too tight. And, unfortunately, warpage (usually brought about by improper handling in transportation and storage) can occur at any time after the record has left the plant right up to the retail store's shelves-and your own, for that matter.
As with any manufactured item, the quality of the end product depends largely on the amount of time and effort put into its manufacture as well as on the economic realties of the business. It is true that the vinyl shortage has resulted in records of somewhat lower quality, and to some extent this is unavoidable until vinyl supplies become adequate once again. However, this does not mean that good-quality records cannot still be manufactured. In our look at the record manufacturing process we have seen that the final quality of the pressing is a cumulative result of the attention paid to it during each and every step of the manufacturing process. It should be clear that quality pressings don't just happen by themselves, but must be the final goal of the manufacturing process. Unfortunately, the factors involved in producing a quality pressing, such as longer pressing cycles, careful plating procedures, and redoing something if it is not right, cost money.
In setting the selling price of a record, the record company is also, in effect, setting the quality of that record. While European pressings are often better than their American counterparts, they are also more costly; the European record buyer simply pays more for his quality record. There is no technical reason why records manufactured in this country cannot be as good as imports, so one can only assume that record companies in this country do not feel that quality is as important a selling point as price is. And perhaps they are right: consider, for example, the rising sales of cassette and eight-track tapes; the vast majority of them are inferior to the most mediocre of record pressings in terms of signal-to-noise ratio, dynamic levels, and overall fidelity. On the other hand, our experience indicates that there is a definite market for a quality product despite the added cost.
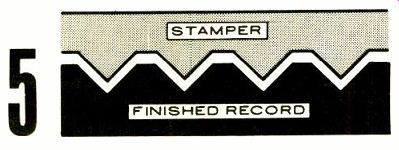
-------- 5. stamper / finished record
WHAT it all boils down to is this: does the consumer care strongly enough about record quality to insist on certain minimum standards, and will he exert himself to make his voice heard? In the light of the discussion of record-manufacturing processes above, the editors of this magazine and I would be especially interested to learn how readers feel about record quality in general, and particularly whether they would willingly accept a record price increase in exchange for a better record. Accordingly, I invite you to take part in an informal poll by communicating your views to me in care of this magazine. If there is a significant response, the results will be printed in a future issue-and also communicated to as many as possible of those who ultimately affect the quality of the records you buy.
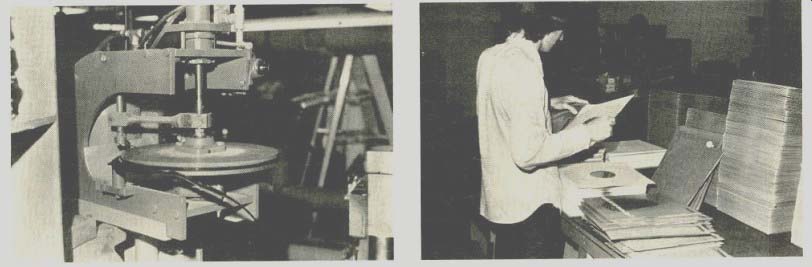
---- (photos) This flash trimmer has large plates that support the
disc at its circumference to prevent warping of the edges during trimming.
After visual inspection for warp, label damage, non-fill, and the like,
the records are put in protective sleeves and jackets.
----John Bittner, Jr. worked for several audio and aerospace firms before joining Wakefield Manufacturing as a mastering engineer in 1972. He holds a B.A. in music from Hofstra University. ----
==============
Also see:
TECHNICAL TALK--Test Records and Phono Cartridges